For manufacturers, keeping the supply chain running smoothly is critical to maintaining efficiency and profitability. Yet challenges come from all around, causing delays, increasing costs – and emphasising the importance of resilience.
In this blog, we’ll explore more about supply chain resilience, including what it means, why it’s important and how it can be achieved.
What is supply chain resilience?
Supply chain resilience is the ability of a supply chain to anticipate, adapt to and recover from unexpected disruptions, regardless of scale.
From global events to labour shortages and problems with raw materials to equipment breakdown, there’s no telling when or where issues may arise, but overcoming them is essential to ensure production continues.
How to enhance supply chain resilience
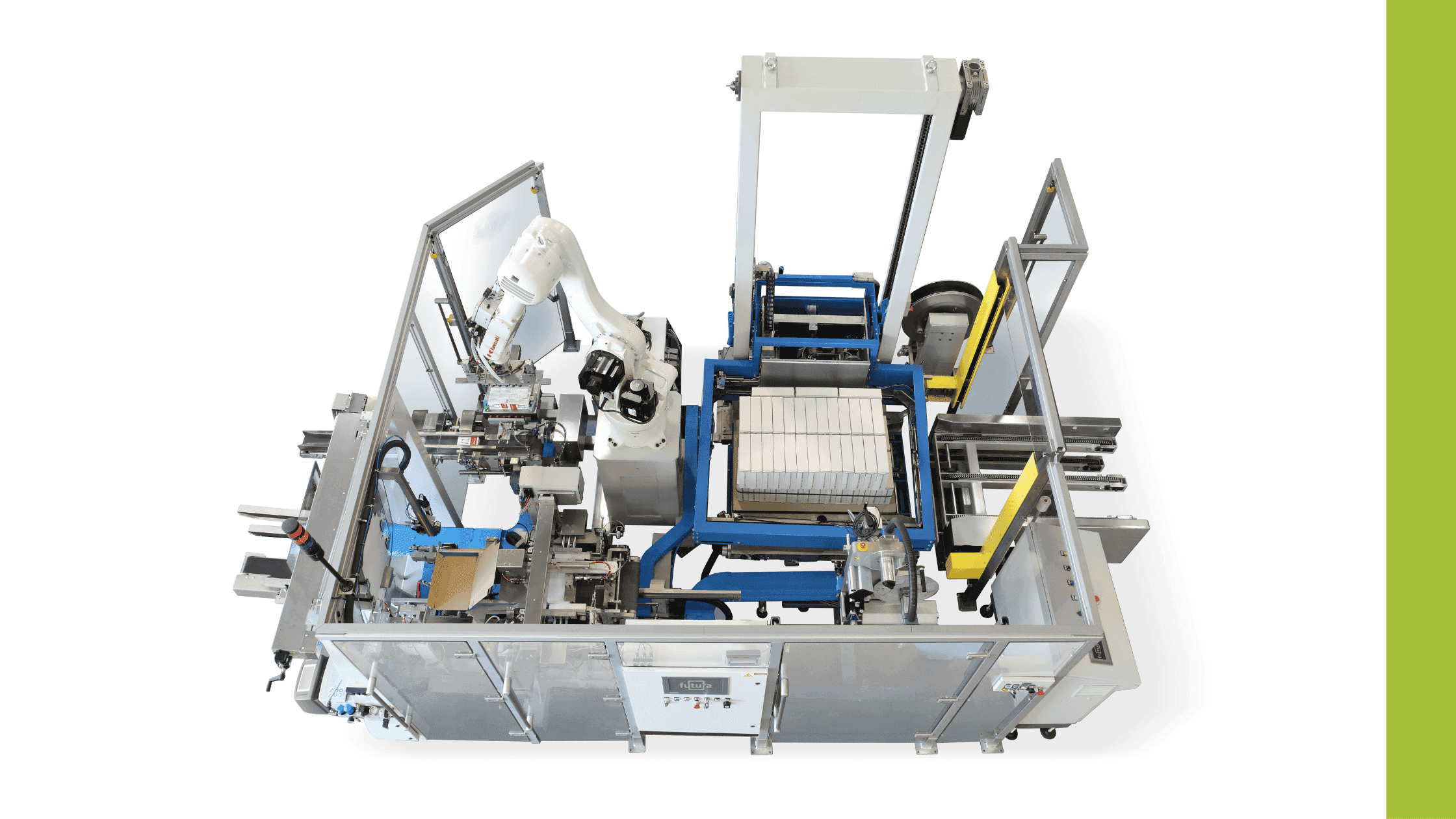
To improve supply chain resilience, many manufacturers are turning to automation, using equipment such as palletisers, depalletisers and conveyor systems to streamline material handling and improve overall efficiency.
With the greater speed, precision and reliability that automated systems bring, manufacturers can maintain a more consistent production output, control costs, scale and adapt to changes and thus respond more effectively to unexpected disruptions.
How automation can improve supply chain resilience
This makes automation key to building stronger, more resilient supply chains by:
- Enhancing quality
Automation improves quality control by ensuring consistency and reducing the likelihood of human error. Machinery such as robotic palletisers can handle a variety of packages with precision, minimising damage and defects and ensuring items are packed with care, to the correct volumes and specifications. On some equipment, AI-powered vision inspection systems can detect inconsistencies and faults, enhancing quality control and preventing faulty products from reaching the customer. - Strengthening security
Automated tracking systems, such as RFID and barcode scanning, can be used to accurately record physical deliveries and shipments, reducing the risk of theft or misplacement. In today’s digital world there is also a cybersecurity risk, and measures such as automated threat detection can enhance data security and prevent cyberattacks. - Improving traceability
Traceability is crucial for manufacturers to track raw materials, parts and finished products throughout the supply chain, and automation enables real-time tracking to be activated. This can provide precise data on inventory and deliveries, and helps ensure compliance with safety and regulatory standards, as well as improving transparency overall. - Increasing agility
A resilient supply chain must be able to adapt quickly to changes in supply and demand, or other disruptions. Automation enables manufacturers to adjust production schedules to scale up or down and optimise material handling with minimal downtime. Equipment can also help to streamline inventory management, allowing manufacturers to stay one step ahead and respond quickly to the changing market. - Improving sustainability
A growing priority for manufacturers, automation plays a key role in meeting sustainability commitments. Less product damage and more accurate packaging reduces material waste through inefficiencies, and systems such as Europack’s Kinetic Energy Recovery System (KERS) reduce energy consumption and emissions. - Reducing costs
Automation reduces costs through minimising waste, enhancing overall efficiency and reducing labour costs. When repetitive, manual tasks are automated, human operatives can be freed up to add value elsewhere in the business, which also improves productivity. - Building trust
All of the above help to generate the reliability, transparency and consistent quality expected between manufacturers, suppliers and customers, which in turn, builds trust. Automation plays a key role in this process by ensuring that every step of the supply chain is handled with precision and consistency.